| To
be translated soon...
Why are the two sides of the
cut normally different smooth?
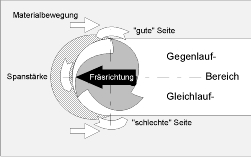
Die Schneide trifft von der Luftseite her auf das Material. Im
Gegenlauf-Bereich läuft der Fräser - relativ gesehen - gegen das Material.
Die Spanstärke wird zur Mitte hin laufend größer. Im Gleichlauf-Bereich läuft
der Fräser mit dem Material, die Spanstärke verringert sich wieder bis zum
Austritt. Während die Schneide im Gegenlauf wie auch in Teilen des
Gleichlaufs gegen massives Material läuft, liegt unmittelbar vor dem Austritt
nur noch wenig Material vor ihr. Das letzte Stückchen wird deshalb oft
herausgerissen anstatt es sauber zu schneiden. Deshalb wird die Gegenlaufseite
in der Regel glatter als die Gleichlaufseite (es gibt Ausnahmen). Dieser Effekt variiert stark mit den
Eigenschaften des Materials, der Geometrie und Schärfe des Fräsers sowie den
Fräsparametern.
Praxistipp:
Innenkonturen fräsen Sie normalerweise mit Vorteil im Uhrzeigersinn, Außenkonturen
entgegen dem Uhrzeigersinn.
 |